糖果中国厂首度采用getace100系统实现自动化物料管理与控制

近日,糖果行业迎来技术革新的重要里程碑——国内某知名糖果制造厂首次引入getace100智能系统,全面升级物料管理与生产控制流程,开启自动化运营新篇章。
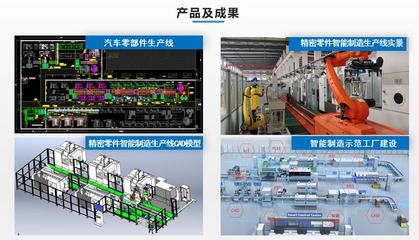
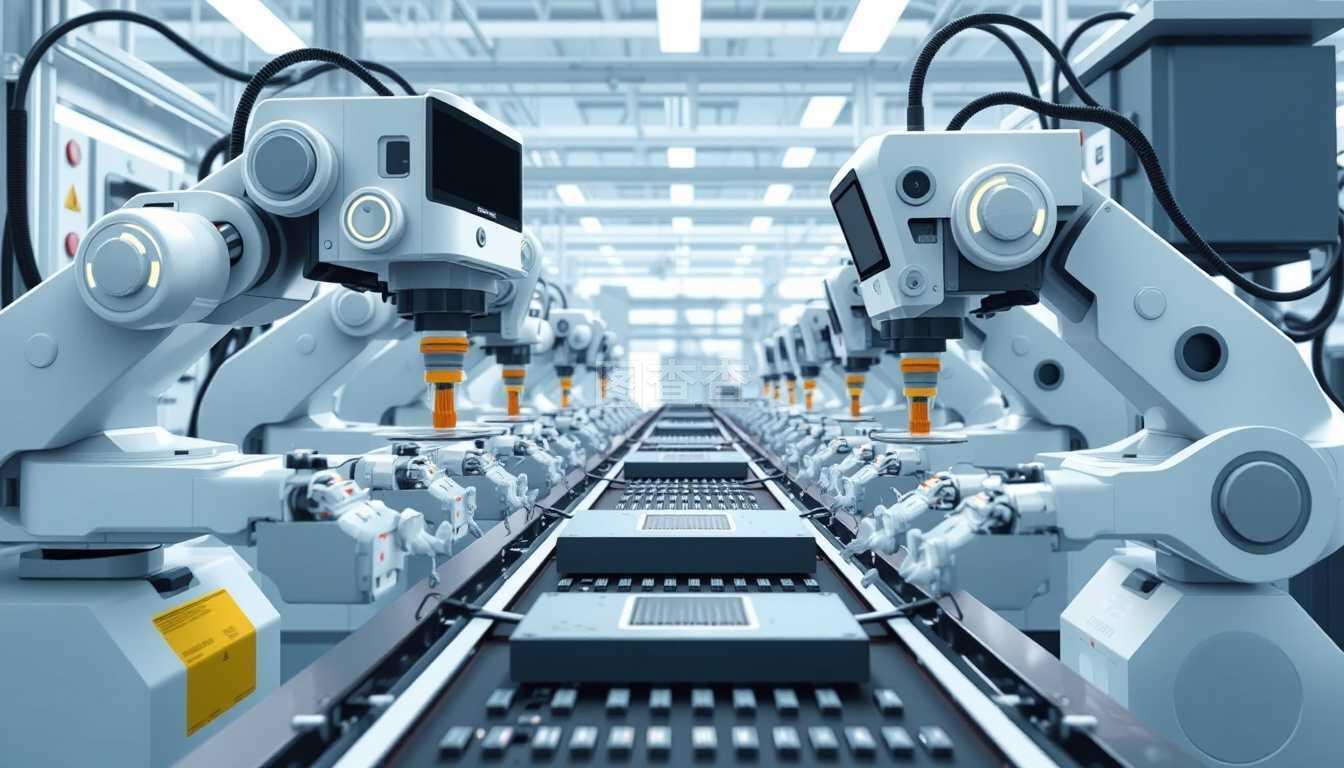
作为行业领先的自动化解决方案,getace100系统通过集成物料识别、库存监控、输送调度等模块,实现了从原料入库到成品出库的全链条智能化管理。该系统采用先进的传感器网络和实时数据分析技术,能够精准追踪物料流动状态,动态调整库存水平,显著提升了物料周转效率。
在自动化控制方面,getace100系统通过与生产线设备的深度集成,实现了对温度、湿度、混合比例等关键工艺参数的精确调控。这种智能控制不仅保障了糖果生产的一致性和品质稳定性,还大幅降低了因人为操作误差导致的产品批次差异。
该糖果厂生产负责人表示,引入getace100系统后,物料管理效率提升了约40%,生产异常响应时间缩短至原来的三分之一,同时减少了约25%的人力成本。这套系统的成功应用,为传统食品制造业的数字化转型提供了可复制的实践案例。
业内专家认为,此次getace100系统在糖果制造业的首度落地,标志着中国食品工业自动化水平迈上新台阶。随着智能制造技术的持续渗透,未来将有更多食品企业借助类似系统优化运营流程,提升市场竞争力。
如若转载,请注明出处:http://www.sinorech.com/product/29.html
更新时间:2025-11-28 01:24:51